Bob La Londe
2024-07-24 21:19:23 UTC
Loading Image...
Loading Image...
Loading Image...
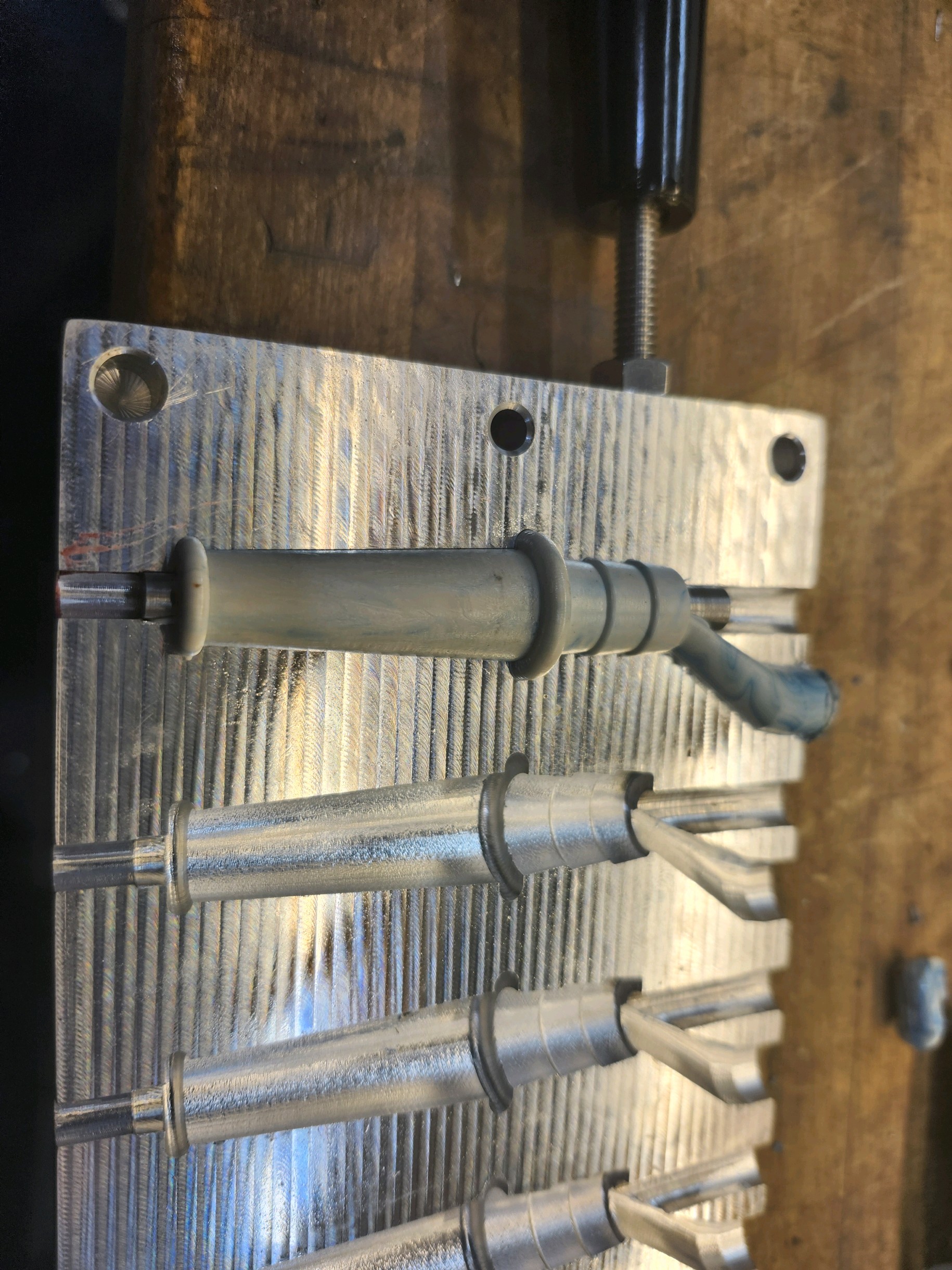
The first one took 2 days. The second one took 10 minutes. The third
one too 45 seconds, okay maybe 60 including cleanup.
This mold was not actually designed for ABS injection. I had to use a
cheater bar on my injection press to get them to fill, then I had to add
extra clamping to keep them from flashing. This mold was designed for
gravity a much much lower viscosity fluid. The blue streaks are left
over polypropylene, ABS takes higher injection pressure and like I said
I had to use a cheater bar to get enough pressure to fill with my hobby
level injection press. The tapered pins pop right out with a light tap
from my brass hammer.
If I had designed it for plastic injection it would have 10-15 clamping
screws in the mold instead of the one to hold it close for gravity
casting. Probably 15. It's better to have them and not need them than
to need them and not have them. If I was serious about it I'd probably
hold the mold closed with either a pneumatic or a hydraulic vise.
This is actually a reject mold. I decided to do it differently to make
it easier for the end user. It's still just intended for gravity casting.
Loading Image...

Loading Image...

The first one took 2 days. The second one took 10 minutes. The third
one too 45 seconds, okay maybe 60 including cleanup.
This mold was not actually designed for ABS injection. I had to use a
cheater bar on my injection press to get them to fill, then I had to add
extra clamping to keep them from flashing. This mold was designed for
gravity a much much lower viscosity fluid. The blue streaks are left
over polypropylene, ABS takes higher injection pressure and like I said
I had to use a cheater bar to get enough pressure to fill with my hobby
level injection press. The tapered pins pop right out with a light tap
from my brass hammer.
If I had designed it for plastic injection it would have 10-15 clamping
screws in the mold instead of the one to hold it close for gravity
casting. Probably 15. It's better to have them and not need them than
to need them and not have them. If I was serious about it I'd probably
hold the mold closed with either a pneumatic or a hydraulic vise.
This is actually a reject mold. I decided to do it differently to make
it easier for the end user. It's still just intended for gravity casting.
--
Bob La Londe
CNC Molds N Stuff
--
This email has been checked for viruses by AVG antivirus software.
www.avg.com
Bob La Londe
CNC Molds N Stuff
--
This email has been checked for viruses by AVG antivirus software.
www.avg.com